

第7章 計装制御
7.2.2 圧縮機吸込側の圧力制御システム
圧縮機(遠心圧縮機に限定)性能を示す吸込流量、吸込圧力と吐出圧力はいずれも回転数(回転速度)の関数である。
「回転機と流体の運動」についてはこちらを参考にして下さい。
また、圧縮機のヘッド(ポリトロピックヘッド)や軸馬力の計算についてはこちらを参考にして下さい。
大型メタノールプラントでは、合成圧縮機の駆動機であるスチームタービンの回転数により合成圧縮機の吸込圧力を制御している。これを回転数による吸込圧力制御という。また、吸込流量は回転数に比例するので、
- 何らかの原因で吸込圧力が上昇した場合には、上流から供給されるガス量が増加したので、回転数を上げることで合成ガスの増加分を処理する。
- 逆に吸込圧力が下降した場合には、上流から供給されるガス量が減少したので、回転数を下げて合成ガスの減少分を処理する。
定常時の運転であれば、圧縮機の回転数を変えることで吸込圧力を制御できるが、しかし、プラントのスタートアップあるいはシャットダウンではこの制御方法では不十分である。そこで、スタートアップ方法を示しながら、圧縮機吸込側の圧力制御について説明する。
合成圧縮機の上流に位置する脱硫工程と水蒸気改質工程に流入する原料天然ガスと改質用スチームはそれぞれ流量制御(FC:flow control)されています。それぞれの流量調節弁A & B(FCV:flow control valve)の上流側圧力(P1)は天然ガス供給元とスチームシステムにより制御されています。一方、流量調節弁A & Bの下流側圧力(P2)、すなわち圧縮機吸込側圧力は上流側圧力に比べても小さくなく、これを式で表すと次のようになります。
(P1-P2) < 0.5×P1
つまり、制御弁での圧力損失(P1-P2)はP1の1/2より小さい場合には、制御弁を通過する流量は上流側圧力だけでは決定されず、下流側圧力の影響も受けることになります。この制御弁の特性から、原料天然ガスと改質用スチームの流量を適正に制御するためには、制御弁の下流である圧縮機吸込圧力を一定に保つ必要があります。しかし、圧縮機やスチームタービンのスタートにはオイルシステムの確立や暖管(スチーム配管のheating up)などに多くの時間を費やしますので、少なくてもスタートアップ運転では脱硫工程と水蒸気改質工程の圧力制御を合成圧縮機の回転数制御とは別な方法で行う必要があります。
具体的には、下図に示すように圧縮機上流側に合成ガスを外部に放出する圧力調節弁Cを設置し、プラントのスタートアップ時には合成ガス全量を外部に放出するしながら圧力を制御します。その後の大まかな手順を以下に示します。
- 1. 合成ガス圧縮機に合成ガスを導入していく。その間、圧縮機吐出側からの合成ガスは流量調節弁Dを用いて吸込側に全量戻す。これを循環運転あるいは”all kickback operation”と言います。
- 2. 原料天然ガスと改質用スチーム流量を徐々にアップしていく中で、圧縮機の回転数を徐々に上げていきながら吸込流量を増やしていく。その間、吐出側に繋がる工程(メタノール合成工程)での合成ガス受け入れ準備が整えば、吐出側縁切弁Eを開けてガスを合成系に流していく。
上記の段階で、流量調節弁A & Bを通過する流量をQa & Gb、圧力調節弁Cを通過する流量をQc、流量調節弁Dを通過する流量をQd、吐出側縁切弁Eを通過する流量をQe、そして圧縮機に流入する流量をQgとすれば次式が成立します。ただし、圧縮機のスタート直後では吐出側縁切弁Eがclose(閉)なので、Qe = 0 となり、
Qa + Qb = Qc, Qg = Qd (1)式
また、その後、吐出側縁切弁Eがopen(開)すると、Qe > 0 となって、
Qa + Qb = Qc + Qe, Qg = Qd + Qe (2)式
ただし、この時点でも圧縮機の回転数は手動にて制御しているので、吸込圧力制御は圧力調節弁Cを使用している。そのために圧力調節弁Cを通過する流量Qcは0にはならないので Qc > 0 となる。
Qc = (Qa +Qb)-Qe > 0, Qe < Qa + Qb (3)式
- 3. さらに合成ガス量を増やすために圧縮機の回転数を上げていくが、圧力調節弁Cが完全にcloseにならないように、まず、流量調節弁A & Bの開度を上げていく。この時点でもまだ流量調節弁Dは開いている。
- 4. 例えば合成ガスが50%に達したら圧縮機の回転数をさらに上げていき、圧力調節弁Cがcloseになることを確認すると同時に、圧縮機の回転数による吸込圧力制御を自動に切り換える。
- 5. 自動運転に移行したら、流量調節弁A & Bを使って合成ガス流量を調整しながら、圧縮機吸込圧力の設定値を上げて行くことでプラント負荷を100%まで増加させる。
このように常時の運転では圧縮機の回転数にて吸込圧力を制御し、それ以外のスタートアップなどでは圧縮機吸込側に設置している圧力放出弁にて制御する。それでは通常運転において二つの圧力制御方法が存在することになり、不都合である。そこで、上記の4番目の段階以降において、圧力調節弁Cの設定値(弁が開く時の圧力)を常時の運転圧力より高く設定し、圧縮機の回転数による吸込圧力制御下では圧力調節弁Cが開かないようにして、互いの圧力制御方法が干渉しないようにする。
この圧力調節弁Cで処理すべき合成ガスの流量は、(1)式で計算されるQa + Qb の合計で良いのであろうか。それに対する答えを見つけるためには合成圧縮機のシャットダウンを考慮する必要がある。それについては次回に説明します。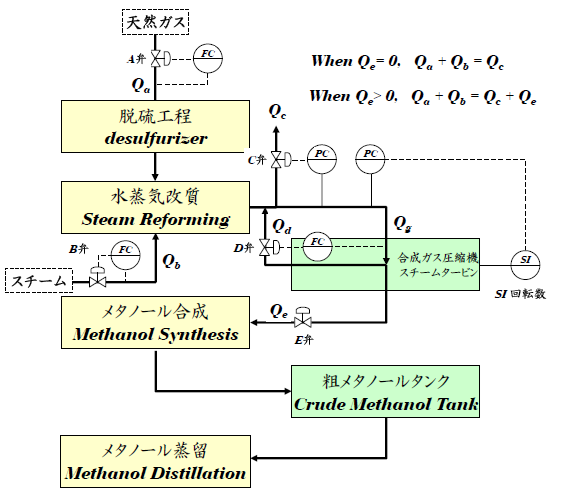
- 第1章 物質収支の計算
- 1.1 設計基本
- 1.2 物質収支計算ツールの準備
- 1.3 原子バランスの組み込み
- 1.4 気液分離
- 1.5 ストリームの合流(Addstream)
- 1.6 平衡定数の計算
- 1.7 平衡定数近似式の確定
- 1.8 平衡定数Kと圧平衡定数Kp
- 1.9 水蒸気改質炉出口組成計算
- 1.10 凝縮水分離とPSA水素精製
- 1.11 改質条件とCO転化条件と水素回収率への影響
- 第2章 熱収支の計算
- 2.1 熱収支計算の基礎
- 2.2 熱収支計算表の作成
- 2.3 ガス系の加熱と冷却
- 2.4 水蒸気改質炉の物質熱収支
- 2.5 予熱空気と水蒸気改質炉
- 2.6 燃焼系熱回収とスチーム発生
- 2.7 改質炉対流部プロセス設計
- 第3章 容器の設計
- 3.1 容器の種類
- 3.2 貯蔵タンク
- 3.3 分離器
- 第4章 回転機の設計
- 4.1 回転機の基礎
- 4.2 ポンプの設計
- 4.2.1 ポンプの種類と選定
- 4.2.2 ポンプのデータシート
- 4.2.2 ポンプのデータシート(流量について)
- 4.2.2 ポンプのデータシート(揚程について)
- 4.3 遠心ポンプの設計
- 4.3.1 遠心ポンプ効率の推定
- 4.3.2 遠心ポンプのNPSH
- 4.3.3 遠心ポンプのプロセス計算
- 第5章 水蒸気改質炉設計
- 5.1 改質管の設計
- 5.1.1 改質管とは
- 5.1.2 改質管の材料
- 5.1.3 Larson-Miller Parameter(LMP)
- 5.1.4 改質管の肉厚計算
- 5.2 水蒸気改質炉対流部の設計
- 5.2.1 伝熱計算
- 5.2.2 スタートアップ時の挙動
- 5.3 運転停止と水蒸気改質炉の設計
- 5.3.1 運転停止の種類
- 5.3.2 緊急停止における水蒸気改質炉
- 5.3.3 対流部熱交換器のクリープ破断
- 5.4 安全停止と改質炉設計
- 第6章 熱交換器の設計
- 6.1 熱交換器とプロセス設計
- 6.1.1 熱交換器性能とその影響
- 6.1.2 熱交換器のプロセスデータ
- 6.2 熱交換器と物性
- 6.2.1 凝縮と物性
- 6.2.2 凝縮曲線の作り方
- 6.2.3 凝縮曲線と熱交換器設計
- 6.2.4 エンタルピーの計算
- 6.2.5 凝縮熱伝達と有機溶剤
- 6.2.6 凝縮熱伝達と不凝縮ガスの影響
- 6.2.7 熱伝達と粘度の影響
- 6.2.8 熱伝達と材料の影響
- 6.3 熱交換器の選定
- 6.3.1 熱交換器の分類と種類
- 6.3.2 シェルとチューブ
- 6.3.3 熱交換器の用途とTEMA型式
- 第7章 計装制御
- 4.1 FLPT
- 4.2 圧力制御
- 4.2.1 化学プラントにおける圧力制御
- 4.2.2 圧縮機吸込側の圧力制御システム
- 4.2.3 圧縮機吸込側の圧力調節弁の容量
- 4.2.4 圧力上昇の要因
- 4.2.5 Closed outlet

 前のページへ
前のページへ